


更新时间:2025-07-21 09:23:12 ip归属地:抚顺,天气:阵雨,温度:21-28 浏览次数:54 公司名称:聊城 龙丽金属材料(抚顺市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
| 范围 | 精密无缝钢管精密钢管供应范围覆盖辽宁省、沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 新抚区、东洲区、望花区、顺城区等区域。 |





龙丽金属材料(抚顺市分公司)为您提供的 42crmo精密钢管一站式服务包含设计、生产、安装,秉承以客户为中心的服务理念,用心去感受客户需求,公司主营 42crmo精密钢管,为客户提供优质的产品、良好的技术支持、健全的售后服务以及真诚的态度均得到新老客户的一致好评。公司组织机构健全且拥有一批经验丰富、高素质、率的员工队伍,如果您对我公司的 42crmo精密钢管产品服务有兴趣,请在线留言或者来电咨询。


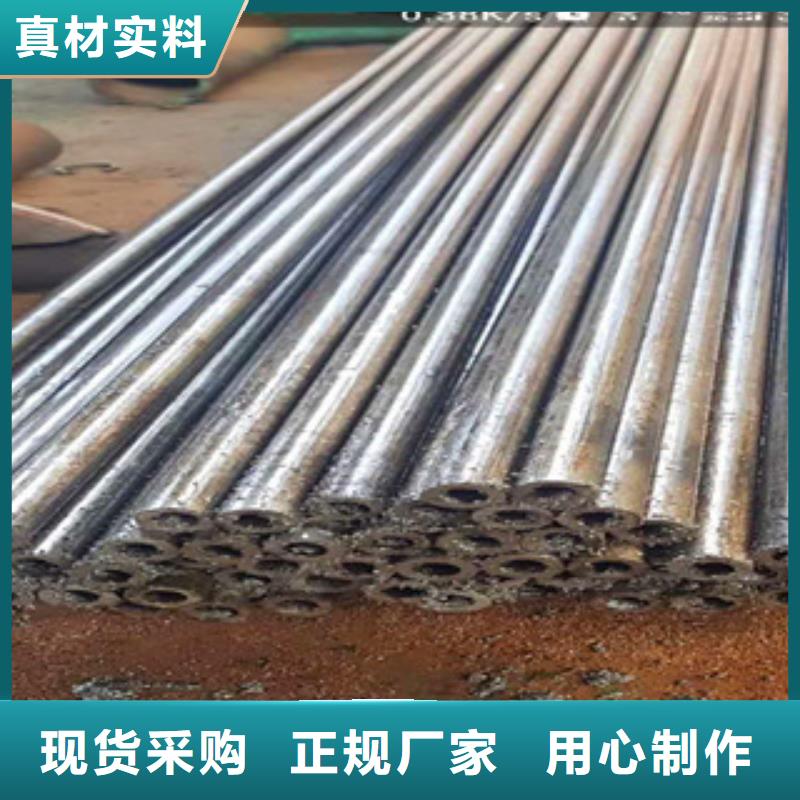
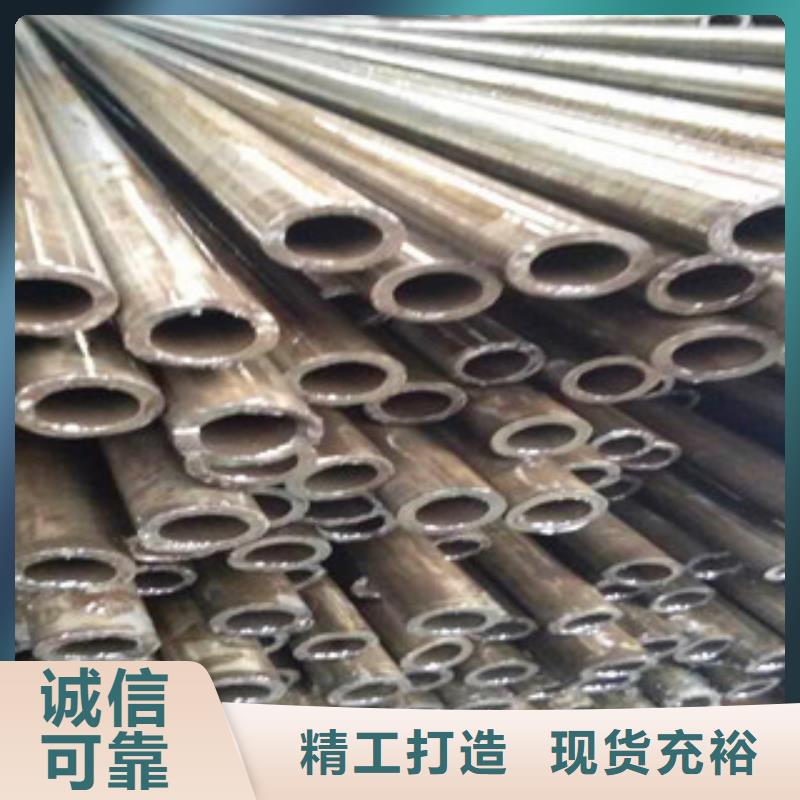
无缝精密钢管标准
无缝精密钢管是一种具有中空截面、周边没有接缝的长条钢材。精密钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。精密钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用精密钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用精密钢管来制造。精密钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要精密钢管来制造。精密钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积 ,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数精密钢管是圆管。
但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。根据不同用途还需有其他截面形状的异型精密钢管。



在多机架的减径机中对荒管进行的不带芯棒的连轧工序。管材减径的目的在于减小管径、提高尺寸精度和扩大品种。管材减径分热减径和冷减径(见管材冷减径)两种。管材热减径分带张力减径(见管材张力减径)和不带张力减径(见管材无张力减径)两种。

